
-
![]()
Vom CAD werden die Geometriedaten als BTL-Datensatz ausgegeben und vollautomatisch von der Abbundmaschine eingelesen -
![]()
Verzierungen an stabförmigen Bauteilen werden häufig bei kleineren Holzbauwerken eingesetzt

Wurden früher Zierformen zeitaufwändig rein manuell hergestellt, ermöglichen heutige Technologien auch den maschinellen Abbund von Verzierungen. Bei Zierformen werden freiliegende Konstruktionsteile an kleineren Holzbauwerken – meist sind dies Pfosten oder Streben - optisch ansprechend gestaltet. Die Bauteile werden durch regelmäßige, in einer bestimmten Ordnung wiederkehrende Einschnitte verziert. Diese Zierpfosten werden gerne im Fachwerkbau oder auch bei Vordächern oder sichtbaren Stützbalken verwendet. Da durch die Bearbeitungen meist über die gesamte Länge Hirnholzflächen freigelegt werden, ist das Bauteil durch regelmäßige geeignete Anstriche vor der Witterung zu schützen.
Zu den typischen Verzierungen gehören neben Seilhieb, Prismenband, Schrägband und Faltband auch Würfelband, Kerbband und Stufenprofil. Da jede einzelne Bearbeitung an den Bauteilen sichtbar ist, muss bei der Erstellung höchst präzise und ausrissfrei gearbeitet werden.
Die wohl am häufigsten angewendete Verzierung ist der Seilhieb, dieser kann entweder kantig oder abgerundet ausgeführt werden. Die Bezeichnung Seilhieb beruht darauf, dass die fertigen Bearbeitungen, wie die Windungen eines Seiles, um das Holz laufen. Im Folgenden wird beispielhaft an einem Seilhieb die maschinelle Herstellung aufgezeigt.
Von CAD bis zur fertigen Verzierung
Zunächst wird der Seilhieb in einem CAD-Programm gezeichnet. Dafür wird als erstes die Höhe der einzelnen Hiebe definiert, sie kann zwischen ¾ und 1½ der Holzbreite variieren. Die Verzierung wirkt umso lebhafter, je geringer die Höhe ist. Für die Definition der Höhenmaße und Halbierungspunkte werden Hilfslinien eingezeichnet, anhand dieser werden die 3D-Bearbeitungen eingesetzt und anschließend auf die entsprechende Position gedreht. Wichtig ist, dass alle umlaufenden Bearbeitungen in die gleiche Richtung laufen. Diese werden dabei als Kerve über Hilfsvolumen in das gezeichnete Rohholz eingesetzt. Bei der Berechnung der Maße müssen die in der Maschine vorhandenen Werkzeuge berücksichtigt werden, denn je nach Schnittbreite des Sägeblattes, sind verschiedene Winkel möglich.
Der Seilhieb kann als reine Sägebearbeitung durchgeführt werden. Dafür ist es wichtig die Daten im CAD so anzulegen, dass sie als Kerven ausgegeben werden. Der Vorteil bei einer reinen Sägebearbeitung liegt darin, dass dabei keine Ausrisse entstehen. Werden die Einschnitte als Fräsbearbeitung ausgeführt, ist die Gefahr von Ausrissen in der Regel deutlich höher.
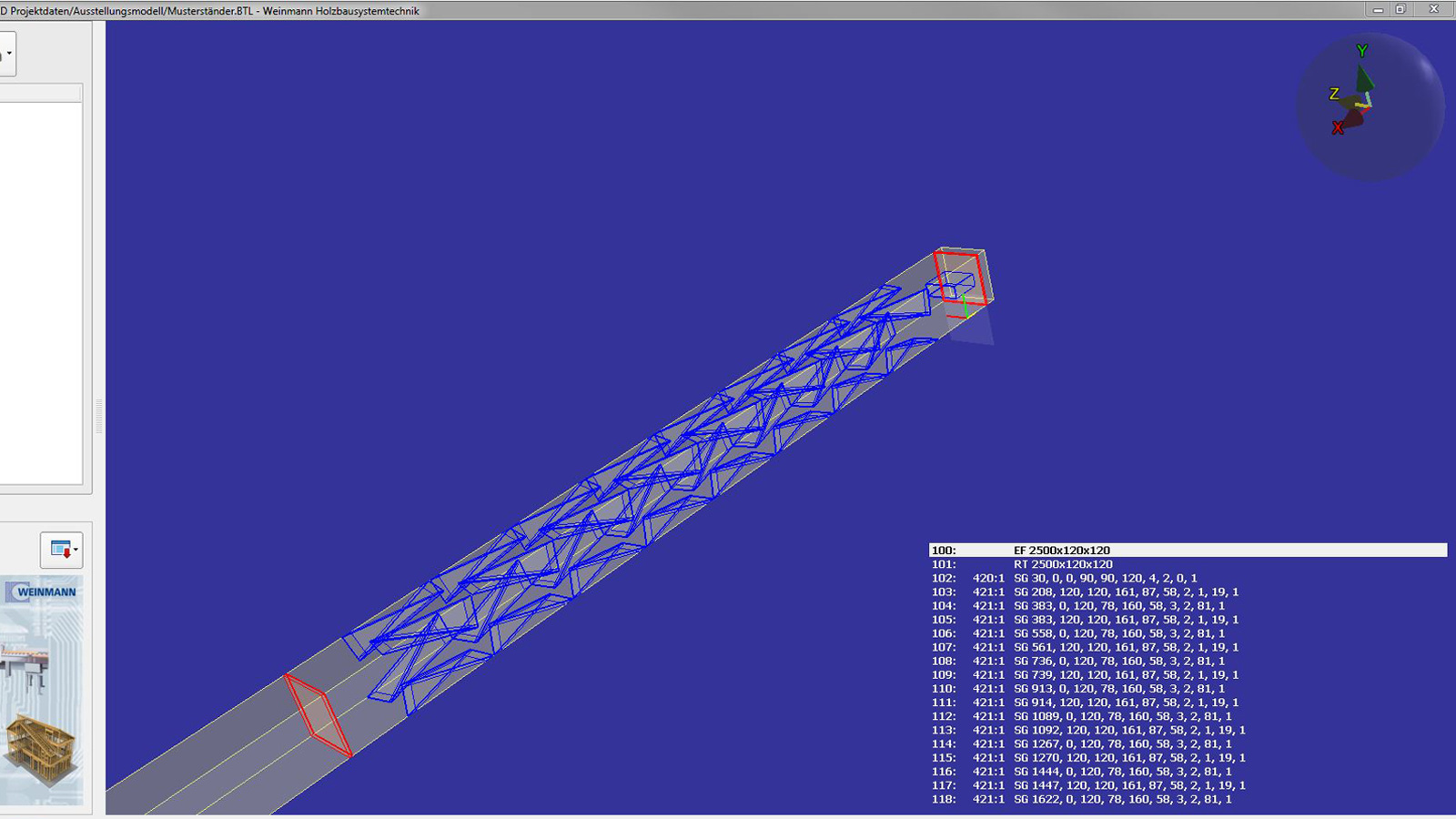
Vom CAD werden die Geometriedaten nun als BTL-Datensatz ausgegeben und auf einer Abbundmaschine vollautomatisch eingelesen und graphisch als 3D-Modell dargestellt. Die Daten werden dabei so optimiert, dass der bestmögliche Ablauf garantiert wird.
Das Rohholz wird auf die Zufuhr der Maschine aufgelegt, vom Zufuhrgreifer übernommen und in die Maschine eingefördert. Während der Bearbeitung ist der Balken immer gespannt und wird sicher geführt. Nun werden die Kerven des Seilhiebes an allen vier Bauteilseiten mit dem Sägeaggregat hergestellt. Es handelt sich immer um dieselben Sägeschnitte, da alle Kerven die gleichen Maße haben. Beispielsweise ermöglicht die Fünf-Achs-Technologie der Weinmann Abbundanlagen die Durchführung der Sägeschnitte in allen Winkeln von 0 bis 360 Grad. Das Sägeaggregat kann dabei innerhalb von nur einer Sekunde von 0 auf 90 Grad geschwenkt werden und garantiert so ein hohes Bearbeitungstempo. So wird ein hochdynamisches, flexibles und sehr genaues Arbeiten ermöglicht. Nach abgeschlossener Bearbeitung wird der Balken automatisch aus der Maschine ausgefördert.
Wann rechnet sich die maschinelle Herstellung?
Wird der Seilhieb manuell hergestellt, muss das Bauteil aufwändig angerissen werden. Selbst mit Schablonen, die das Anreißen erleichtern, wird hierfür viel Zeit benötigt. Bei der automatisierten Herstellung werden die Daten einmalig im CAD erstellt und können anschließend immer wieder verwendet werden. Allerdings ist der Zeitaufwand für die erstmalige Erstellung nicht zu unterschätzen. Um diesen Aufwand zu erleichtern, bieten gängige CAD-Systeme auch Makros an, welche die Eingabe wesentlich vereinfachen. Natürlich rechnet sich der Aufwand für die Erstellung der CAD-Daten desto mehr, je häufiger ein Seilhieb produziert wird.
Die Herstellung des Seilhiebs ist durch das hohe Bearbeitungstempo beim maschinellen Abbund wesentlich schneller und mit dem manuellen Abbund nicht vergleichbar. Dies wird durch hohe Achsgeschwindigkeiten, prozessoptimierte Arbeitsabläufe und hochdynamische Antriebe sichergestellt.
Die größte Erleichterung bietet der maschinelle Abbund bei der Gewährleistung einer konstant hohen Präzision. Das Bauteil wird bei jeder Bearbeitung horizontal und vertikal gespannt. Zudem stellen hochauflösende Positioniersysteme eine hohe Genauigkeit sicher. Da bei den Zierpfosten eine hohe Sichtqualität unabdingbar ist, spielt dies eine entscheidende Rolle.
Fotos: WEINMANN Holzbausystemtechnik GmbH
Ein Artikel des Fachmagazins Der Zimmermann, Ausgabe 05/2016. Hier lesen Sie den Online Artikel.
So produzieren Ihre Kollegen

Das könnte Sie auch interessieren
-
![]()
Abbundanlage BEAMTEQ B-560
Leistungsstarker und präziser Abbund
Bis zu 2.200 lfm/8h beim komplexen Abbund
Bis zu 200 mm Bearbeitungstiefe
-
![]()
Abbundanlage BEAMTEQ B-660
Leistungsstarker und präziser Abbund aller 6 Seiten in einem Durchlauf
Bis zu 2.200 lfm/8h beim komplexen Abbund
Bis zu 200 mm Bearbeitungstiefe


