-
![]()
Der Saugheber erlaubt den Wechselbetrieb und das Picken für das Komplettbearbeiten -
![]()
2 mm Material bleiben unter der Nut stehen, damit das Vakuum nicht entweicht. Das Ausfräsen danach erfolgt mit geringer Schnittkraft -
![]()
Passend zum P-System-Fräser liefert Leuco dieses Werkzeug zum Durchfräsen -
![]()
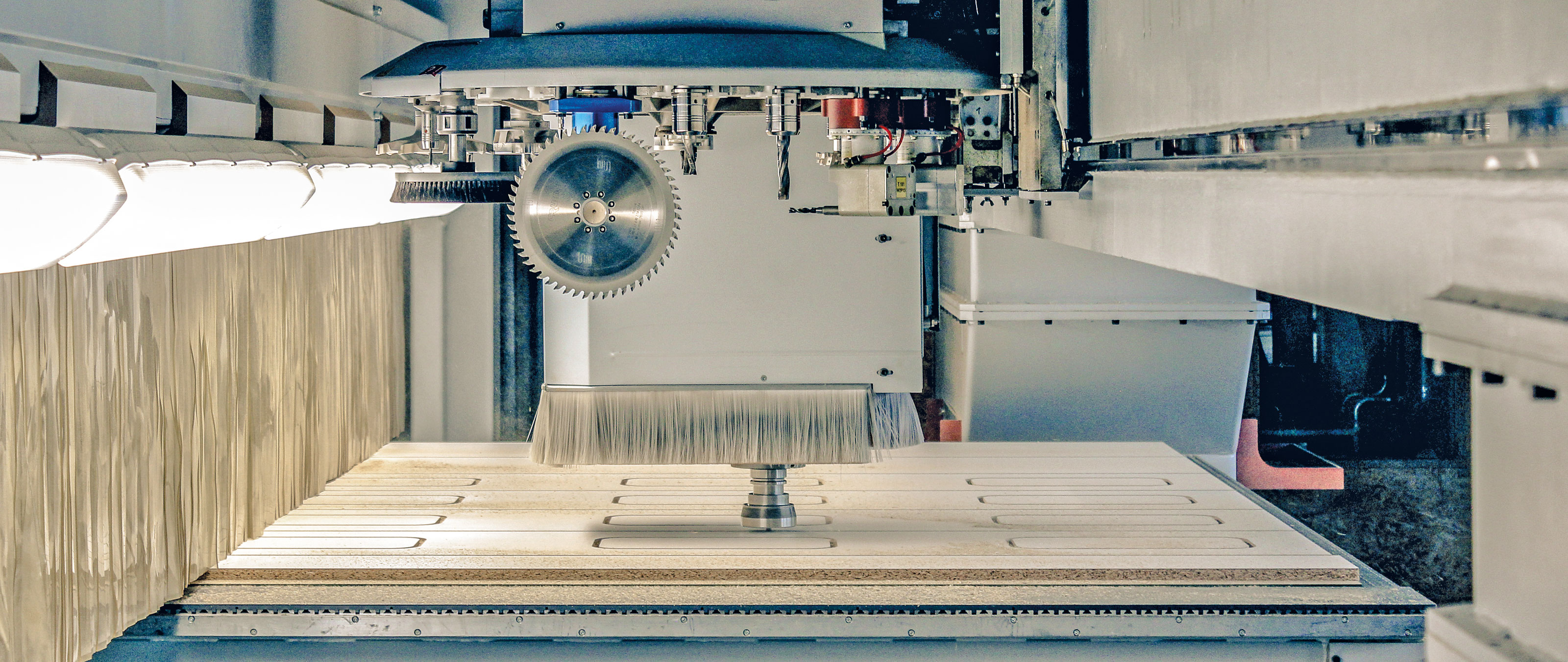
Der P-System-Fräser erzeugt saubere Schnitte, die Aerotech-Turbine sichert die Spanabfuhr -
![]()
CNC-Nesting: Egal ob Gleich- oder Gegenlauf: die Schnittqualität stimmt. Kleine Teile sind kein Problem mehr.





Was hat Schokolade mit Nesting zu tun? Schokoladentafeln lassen sich einfach an der Nut brechen und Holzplatten lassen sich da, wo sie bereits genutet sind, ganz leicht durchfräsen. Diese Erkenntnis nutzt Dirk Schweinforth in seinem Messebau- und Zulieferunternehmen.
Selbst Drei Vakuumpumpen mit jeweils 6 kW und eine weitere mit 3 kW konnten die Leckageverluste beim Nesting-Fräsen in der Werkstatt von Dirk Schweinforth nicht so ausgleichen, dass der Betrieb ohne Leistungseinbußen lief. Der Zulieferer von Freiformteilen für die Möbelindustrie, Messebauer sowie Innenausbauer beschäftigt drei Mitarbeiter und verarbeitet täglich rund 25 Platten. 2009 investierte er im thüringischen Ohrdruf bei Gotha in die Nesting-CNC CENTATEQ T-Serie (BOF 722) von HOMAG. Zwei Tische und zwei Aggregaten ermöglichen den Wechselbetrieb. Schweinforth nutzt auch noch die Betriebsart Picken: rechts Plattenaufteilen, links das Komplettbearbeiten der Einzelteile. Der in die Maschinensteuerung eingebundene Vakuumheber kann, je nach gewählter Arbeitsweise, entweder für den Wechselbetrieb Halbformatplatten beziehungsweise später die kompletten daraus gefrästen Nester auf- und ablegen oder im Pickmodus einzelne Bauteile aus dem Nest herauspicken und auf dem Nachbartisch für weitere Bearbeitungen auf eine Schonerplatte ablegen. Ein besonders niedrig gebautes Winkelaggregat von Atemag kann trotz der Schonerplatte stirnseitig Dübelbohrungen einbringen.
Zwei Betriebsarten
Je nach Anzahl von Teilen pro Nest, Bohrbild und Losgrößen ist entweder der Pickbetrieb oder die Wechselbeschickung wirtschaftlicher. Für die Wechselbeschickung reichten aber die Vakuumpumpen nicht aus, weil der Maschinenführer alle Pumpen auf eine Maschinenseite schalten musste und die andere Seite ohne Vakuum nicht arbeiten konnte. Bereits beim Kauf der Maschine entschied sich Dirk Schweinforth für die zwar teuren aber besonders effizienten und langelebigen Mink-Klauenpumpen. Mit der Installation weiterer Pumpen wollte er das Problem jedoch nicht lösen, die Anschaffungskosten und die Kosten für den dann noch höheren Stromverbrauch waren einfach zu hoch.
Vakuumhunger gestillt
Um die Leckageverluste zu vermeiden, wollte er nicht komplett durch die Platte hindurchfräsen, sondern 2 mm Material stehen lassen und diese mit deutlich geringeren Schnittkräften in einem zweiten Durchgang wegfräsen. Auch die geringeren Schnittkräfte sollten den Vakuumhunger des Verfahrens stillen. Der Abstand zwischen zwei rechtwinkligen Teilen im Nest sollte außerdem exakt dem Durchmesser des Fräserpaars entsprechen, damit eine Fräsbahn zeitsparend gleichzeitig zwei Werkstückkanten erzeugt – die eine im Gleichlauf, die andere im Gegenlauf. Die HOMAG-Techniker sagten ihm, dass diese Technik in Amerika zwar praktiziert wird, sich damit aber keine guten Fräsqualitäten realisieren lassen. 2015 besuchte er seinen Werkzeuglieferanten Leuco zur Hausmesse und lernte die jüngste Version des P-System-Fräsers kennen: ein Diamant-Schaftfräser mit 12 mm Durchmesser. Die Schneiden stehen in einem großen Achswinkel und schneiden ziehend nach unten. Dank der Aerotec-Turbine fliegen die Späne trotzdem nach oben zur Absaugung. Die Schnittqualität ist hervorragend, egal ob bei Gleich- oder Gegenlauf. Dirk Schweinforth konnte Leuco gewinnen, zu diesem 12-mm-P-System-Fräser das passende Partnerwerkzeug zu bauen, das die stehengebliebenen 2 mm Restmaterial wegfräst. Das Verfahren hat er unter dem Namen »Schokoladenschnitt« zum Patent angemeldet und wendet es in seinem Betrieb erfolgreich an. Die drei vorhandenen Vakuumpumpen reichen jetzt völlig aus. Leuco liefert die Werkzeuge und schärft die Werkzeugpaare so nach, dass sie den gleichen Durchmesser haben. In der Nesting-Software Schnitt-Profi(t) von HOMAG ist für diese Arbeitsweise lediglich der Modus »Einfach Trennen« zu aktivieren.
Durchsatz um 30 Prozent gesteigert
Dirk Schweinfurth sagt: »Dank des Schokoladenschnitts mit den beiden Leuco-Fräsern habe ich die Vakuumprobleme behoben und kann endlich im Wechselbetrieb fahren. Unerwartet brachte das Verfahren eine noch höhere Effizienzsteigerung, nämlich eine Steigerung von Drehzahl und Vorschubgeschwindigkeit von 18 000 min-1 und 9 m/min auf 23 000 min-1 und 12 m/min. Den Durchsatz konnte ich bist jetzt um 30 Prozent steigern, da steckt aber noch mehr drin.«
Ein Artikel des Fachmagazins DDS, Juli 2018. Fotos: Fachmagazin DDS. Hier lesen Sie den Artikel auf DDS-Online.
„Den Durchsatz konnte ich bis jetzt um 30 Prozent steigern, da steckt aber noch mehr drin.“Dirk Schweinfort, Möbeltischlerei Messebau D. Schweinforth
Mehr Informationen
Werkeuge:
Leuco Ledermann GmbH & Co. KG
www.leuco.com
So produzieren Ihre Kollegen


Das könnte Sie auch interessieren
-
![]()
Bearbeitungszentren CENTATEQ T-Serie
Synchrone oder parallele Bearbeitung an 2 Bearbeitungstischen

